C’è un numero che sintetizza meglio di molti altri la portata della rivoluzione in corso nell’ingegneria dei veicoli: 70. Tanti erano, in media, i componenti stampati, piegati, saldati e assemblati per formare la struttura posteriore di una berlina di segmento C fino a pochi anni fa. Con un gigacasting da 6.000 tonnellate di pressione di chiusura, quella stessa struttura diventa un unico getto in lega di alluminio. Un solo pezzo. Una sola operazione. Un solo punto di controllo qualità. Le implicazioni — ingegneristiche, produttive, logistiche — sono ancora in corso di assorbimento da parte di tutta la filiera.
Cos’è il gigacasting e da dove viene
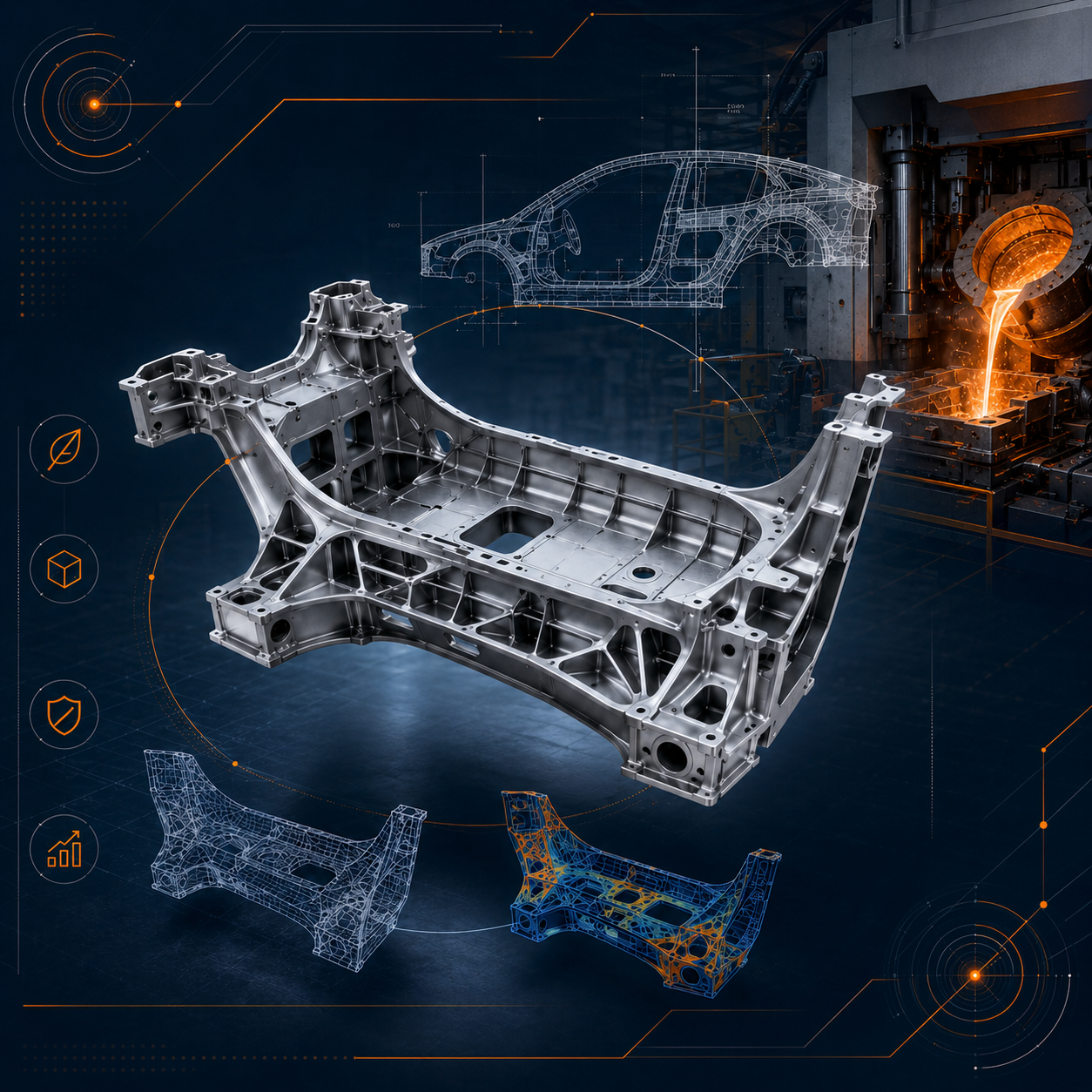
La pressofusione ad alta pressione (HPDC, High Pressure Die Casting) è una tecnologia consolidata nell’industria automotive da decenni. Ciò che cambia con il gigacasting è la scala: macchine con forza di chiusura compresa tra 6.000 e 9.000 tonnellate — in alcuni casi fino a 16.000 — che permettono di fondere e iniettare leghe di alluminio in stampi di dimensioni prima impraticabili. La lega viene iniettata nello stampo a velocità molto elevate (fino a 60-100 m/s nella fase di iniezione) e solidifica in pochi secondi sotto pressione.
Il risultato è un getto strutturale di grandi dimensioni — tipicamente il sottoscocca anteriore o posteriore del veicolo — con geometrie complesse, pareti sottili (anche 2-3 mm in alcune zone) e proprietà meccaniche controllate dalla composizione della lega e dal ciclo termico di raffreddamento. La qualità superficiale interna del getto, la porosità residua e la microstruttura cristallina sono le variabili su cui si gioca la differenza tra un componente strutturale affidabile e uno che non supera i test di crash.

Il trade-off che la letteratura tecnica tende a sottovalutare
Il gigacasting non è una soluzione universale. Ha una finestra di applicazione precisa, e uscire da quella finestra produce risultati peggiori — non migliori — rispetto alle tecnologie tradizionali.
Il primo trade-off riguarda la riparabilità. Un getto strutturale monolitico che subisce un impatto anche a bassa velocità tende a essere non riparabile: la deformazione plastica localizzata, in una struttura così integrata, rende uneconomico qualsiasi intervento di raddrizzatura. Nelle strutture tradizionali multi-pezzo, bastava sostituire il componente danneggiato. Questo ha implicazioni dirette sul costo del ciclo di vita del veicolo e sulla gestione assicurativa — un tema che i costruttori di veicoli ad alte prestazioni conoscono bene, perché operano con clienti sensibili al costo totale di proprietà.
Il secondo trade-off riguarda le leghe. Le leghe di alluminio utilizzate per HPDC strutturale devono coniugare colabilità (bassa viscosità allo stato liquido, buona fluidità nello stampo), resistenza meccanica post-solidificazione e duttilità sufficiente a garantire assorbimento di energia in caso di crash. Le leghe di nuova generazione sviluppate specificamente per il gigacasting strutturale — come alcune formulazioni a base Al-Si con modificatori di microstruttura — rappresentano uno degli ambiti di R&D più attivi del settore. La composizione chimica, il trattamento termico post-fusione e il controllo del ciclo di raffreddamento nello stampo sono variabili interdipendenti che richiedono una progettazione integrata del processo.
Il terzo trade-off è quello tra investimento in stampo e flessibilità di prodotto. Uno stampo per gigacasting può costare diversi milioni di euro e richiede cicli di sviluppo lunghi. In un segmento come quello delle supercar e delle hypercar, dove i volumi sono limitati e le varianti di configurazione frequenti, questo vincolo cambia radicalmente l’analisi di convenienza rispetto a un costruttore di massa.
Gigacasting e veicoli ad alte prestazioni: compatibilità e limiti
La narrativa dominante associa il gigacasting ai veicoli di grande serie — comprensibilmente, dato che la tecnologia è stata adottata e resa visibile da costruttori con volumi annui nell’ordine delle centinaia di migliaia di unità. Ma il ragionamento per il segmento delle alte prestazioni è più sfumato.
Da un lato, alcune applicazioni sono pienamente compatibili: il gigacasting permette di ottenere strutture con geometrie ottimizzate topologicamente che sarebbero impossibili o antieconomiche con le tecnologie tradizionali, riducendo la massa complessiva e migliorando la rigidezza specifica. In un veicolo dove ogni chilogrammo conta e la distribuzione delle masse è una variabile di progetto critica, questo è un vantaggio reale.
Dall’altro lato, la modularità della struttura — caratteristica essenziale nei programmi one-off e low-volume — mal si concilia con la natura monolitica del getto. Un programma di sviluppo che prevede varianti di passo, varianti di configurazione della trazione o adattamenti per diversi mercati richiede una flessibilità architetturale che il gigacasting, almeno nella sua forma attuale, non sempre può garantire senza costi proibitivi di attrezzamento.
La risposta più matura a questo problema — già in corso di sviluppo presso diversi centri di ingegneria europei — è un approccio ibrido: gigacasting per i nodi strutturali ad alto contenuto meccanico (torrette sospensioni, zone di ancoraggio powertrain), struttura multi-materiale per le zone che richiedono flessibilità o integrazione di sistemi. Una filosofia progettuale che richiede competenza tanto nel processo fusorio quanto nell’architettura complessiva del veicolo.

Il futuro: stampi termoregolativi, leghe di terza generazione e digitalizzazione del processo
Il gigacasting del 2026 è già diverso da quello che ha fatto notizia nel 2020. Gli sviluppi più significativi riguardano tre aree. La prima è la termoregolazione avanzata dello stampo: sistemi di raffreddamento conformali realizzati con stampa 3D metallica che seguono il profilo della cavità permettono di controllare il fronte di solidificazione con una precisione prima impraticabile, riducendo la porosità e migliorando la microstruttura. La seconda è lo sviluppo di leghe “senza trattamento termico” (heat-treatment-free alloys) che raggiungono le proprietà meccaniche necessarie direttamente dopo la pressofusione, eliminando un’intera fase di processo e i relativi costi energetici. La terza è la simulazione digitale del processo: i codici di calcolo per la simulazione del riempimento, della solidificazione e delle tensioni residue sono diventati abbastanza accurati da ridurre significativamente il numero di cicli di trial-and-error nella fase di sviluppo dello stampo.
Chi lavora in questo campo sa che il gigacasting è ancora in una fase di apprendimento accelerato. Le regole del processo si stanno scrivendo adesso, e chi le scrive — nei laboratori, sulle presse, nei reparti di simulazione — determinerà lo standard tecnico del decennio.
Per approfondire i temi legati alla progettazione strutturale di veicoli ad alte prestazioni e alle tecnologie di processo avanzate, contatta il team di Bieffe Project.
CHI SIAMO E COSA FACCIAMO
Bieffe Project è un’azienda di ingegneria che si occupa di progettazione automotive, progettazione meccanica ed industriale, CAE , Design & Stile, Manifacturing Technologies, Analisi dei materiali, Prototipazione rapida/modelleria e materiali compositi.
L’azienda è a Modena, nel cuore della Motor Valley, è attiva da oltre vent’anni e vanta clienti di grande prestigio, sia nazionali che internazionali. Operiamo con i principali e più importanti costruttori automotive, garantendo soluzioni innovative ed all’avanguardia, supporto tecnico altamente specializzato ed una fortissima professionalità.
CONTATTACI